「計画的に暑熱対策を実施。毎年改善を重ね、働きやすい環境づくりに力を入れています。」
![株式会社会津工場様 [福島県]](https://www.kamakura-ss.co.jp/kmkrwp/wp-content/uploads/2024/12/056_main.jpg)
株式会社会津工場様
福島県
金属加工関連
- クールルーフファン
- ブルージェットファン
当社は鋳造工場で、溶解炉や高熱の鉄製品に囲まれ、夏場の作業環境はサウナ状態と言えます。最も暑い注湯エリアでは50℃を超えます。ベテランスタッフは鋳造の世界は暑いのが当たり前という感覚がありましたが、新しいスタッフにとっても働きやすいと感じてもらえるような環境に整えたいという思いから、暑熱対策に積極的に取り組んでいます。エリア毎に適した方法を採用し、熱だまりになるシェル焼成機エリアに昨年初めて気化式のクールルーフファンを導入しました。当社のような大きな熱源のある環境でもしっかりと涼しさを実感できましたので、今年は更に1台追加しより広範囲に気流が感じられるようになりました。新工場では設計時から計画に盛り込み導入しています。
~ エリア毎の取り組み ~
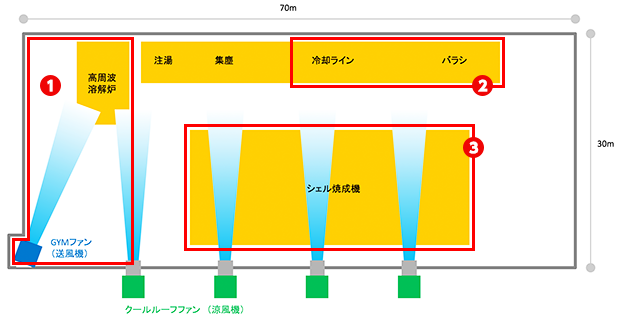
1. 注湯
溶解炉で溶かした鉄を鋳型に流し込みます。この時の鉄の温度は約1500℃と最も熱環境の厳しいエリアです。注湯完了後、集塵機で粉塵とともに熱が排出されます。クールルーフファンとGYMファンで涼しい外気を送り込んでいます。


GYMファンで外気導入を促進。強力送風で建屋の奥へ外気を押し込んでいます。少しでも涼しい空気を入れるため、GYMファンの吸い込み側に井戸水を打ち水し、ここでも気化熱を利用しています。

2. 冷却ライン・バラシ
まだ熱い状態の鋳物が並び、サウナ状態です。窓や増設したシャッターを開扉。外気がしっかり取り込まれ、大幅に暑さが改善されました。内部には多数の工場扇とミストファンで隈なく送風。


3. シェル焼成機
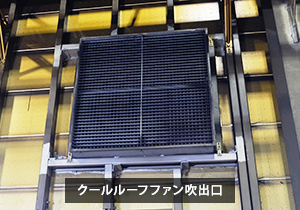
機械が並び風の流れがないエリアでの立ち仕事。エリアが広く窓からの外気導入だけでは窓から離れたところが熱だまりに。クールルーフファン4台を設置し外気を冷却して大量給気。ルーバーで風向を調整し、吹出口から冷却ライン付近まで風の流れが感じられるようになりました。この日の外気は38.1℃(相対湿度35%)で、クールルーフファン吹出口温度は26.7℃です。建屋全体の温度低下にも寄与しています。


DATA
| 業種 | 金属加工関連 |
|---|---|
| 事業内容 | 精密鋳造部品製作 |
| 設置機種 | クールルーフファン(CRF-36ZU2×4台) GYMファン(GRL-6341×1台) |
| お話をお聞きした人 | 第一製造部長 齋藤 竜也 様 |
| インタビュー実施日 | 2019年8月2日 |

第一製造部長
齋藤 竜也 様



![株式会社白鳥リネン様 [京都府]](https://www.kamakura-ss.co.jp/kmkrwp/wp-content/uploads/2024/12/079_thumb.jpg)
![三共理化学株式会社様 [埼玉県]](https://www.kamakura-ss.co.jp/kmkrwp/wp-content/uploads/2024/12/078_thumb.jpg)
![ダイニック株式会社様 [滋賀県]](https://www.kamakura-ss.co.jp/kmkrwp/wp-content/uploads/2024/12/073_thumb.jpg)